作者: 福流电子发表时间:2026-07-03 11:08:50浏览量:2【小中大】
在SMT生产中,单台设备性能再强,也难以应对多品种、大批量的复杂订单。多台西门子贴片机的协同配置,需要从任务分配、线体平衡、供料准备及数据互联四个维度综合规划。
一、产线配置:主从搭配
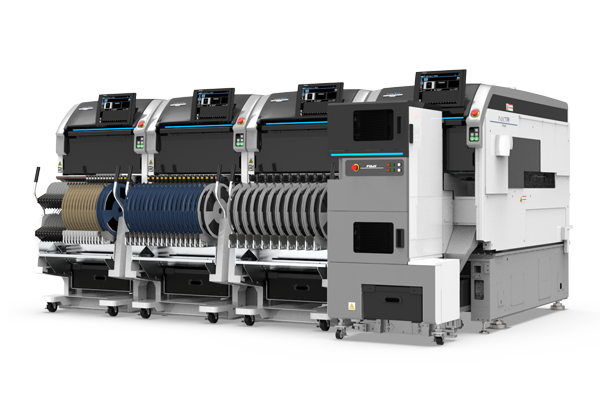
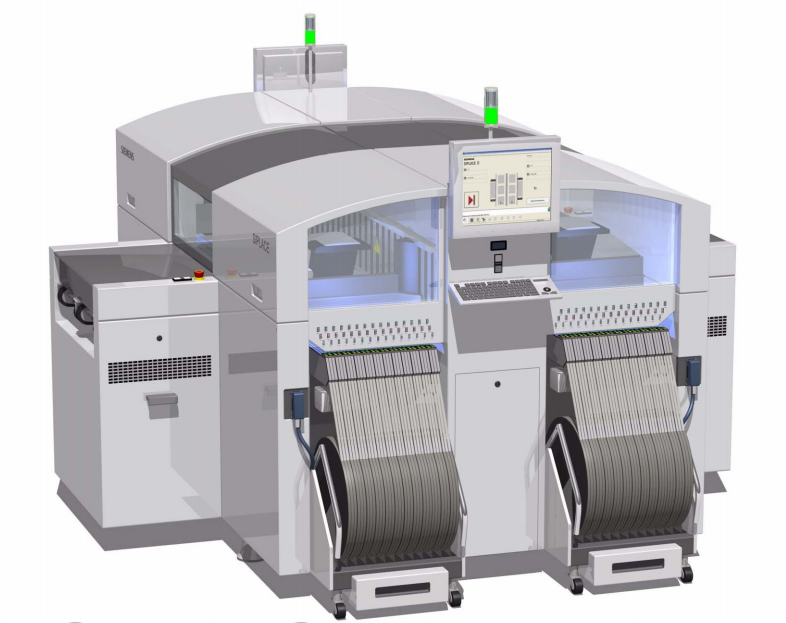
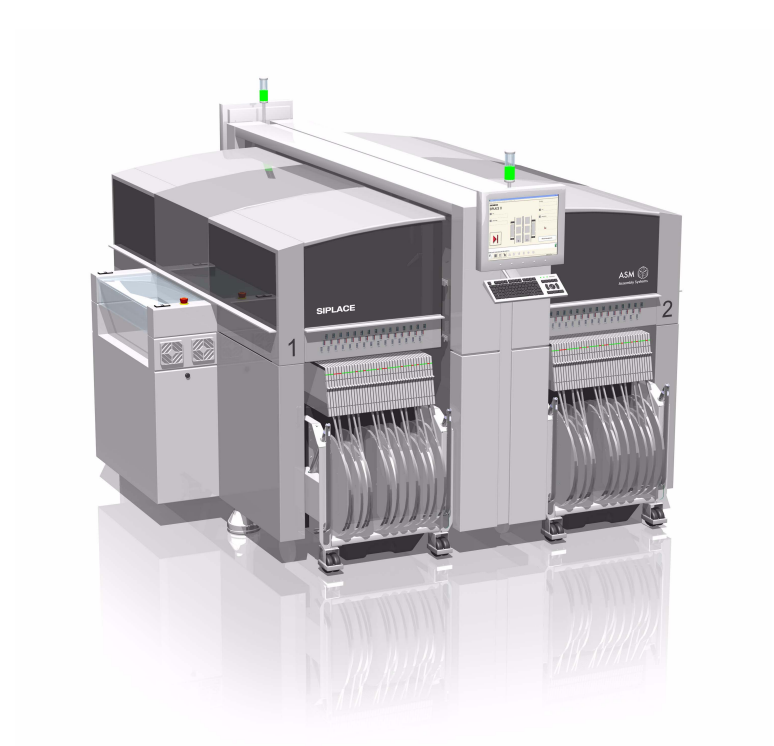
根据产品特点选择“主从型”搭配:一台高速机(如SIPLACE X系列)负责大量小型元件的贴装,一台或多台多功能机(如SIPLACE SX系列)处理异形件和精密元件。高速机与多功能机分工协作,速度差控制在10%以内,最大化整线产能。若产品批量较大且品种单一,可配置2-3台高速机并联生产;若品种多、换线频繁,则采用“1台高速机+2台多功能机”的柔性组合,提升换线响应速度。
二、线体平衡:消除瓶颈
整线效率由最慢的工序决定。多台西门子贴片机协同,要通过软件模拟贴装时间,将元件贴装任务均匀分配到各台设备。对于高难度元件(如BGA、QFN),应集中在多功能机上,发挥其高精度优势。可利用SIPLACE软件内置的平衡工具自动分配贴装点,同时规划吸嘴排列、供料器布局等配套资源,使各设备在相同时间内完成贴装,并将首件确认时间纳入换线流程,避免因程序调试导致等待。
三、供料器与吸嘴库共享
多台设备协同生产,供料器配置是关键瓶颈。建议建立“设备共用飞达池”,将常用元件的供料器固定在台车上,需要时整台车切换。对于吸嘴,统一吸嘴库集中管理,建立吸嘴使用台账,避免某台设备因吸嘴不足影响生产。同时规划智能料仓与设备端实时联动,缩短换线时间。

四、数据互联与统一调度
将多台西门子贴片机接入MES系统,实现生产数据实时上传与下达。下发统一的产品BOM和贴装程序,减少各设备重复编程。通过网络监控各设备状态(抛料率、贴装速度、故障报警),出现异常时可自动通知,也可通过远程操作辅助处理,减少等待工程师到场时间。
五、瓶颈应对策略
当某台设备出现故障或维护时,应有备用方案:将故障设备的贴装任务临时分配给其他设备;或准备少量备用贴装头,缩短维修时间。对于关键工序,预留一台设备作为“机动设备”,既可作备用,也可在订单激增时作为补充产能。
多台西门子贴片机协同生产的核心原则是:将设备按性能定位,将任务按难度分级,将资源按效率分配。通过合理的配置与调度,整厂效率可获得显著提升。

扫一扫,关注我们