作者: 福流电子发表时间:2026-01-03 14:22:31浏览量:206【小中大】
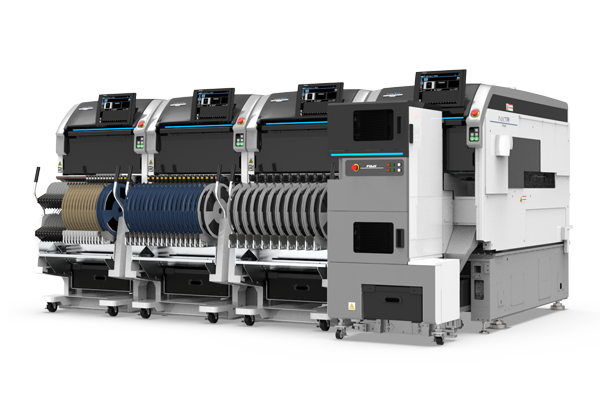
富士贴片机多功能模组(如H系列)采用大吸力结构与精密压力控制,专为解决底部带锡球等异形元件的吸取不稳难题而设计,能显著提升如智能手机主板生产中的贴装效率与可靠性。
贴装挑战
在现代电子制造中,大型异形元件已成为提升产品功能的关键,但它们也给SMT(表面贴装技术)生产线带来了严峻挑战。
这类元件通常指尺寸超出标准、形状不规则、重量较大或底部结构特殊(如带有锡球的中介层)的元器件。
它们的贴装难点主要集中在 “稳定吸取” 与 “安全贴装” 两个环节。
传统的真空吸取方式对于底部不平整的元件容易漏气,导致搬运过程中出现偏移或掉落。同时,若贴装时下压力控制不当,极易导致元件本身破裂、锡膏被压塌产生连锡,或元件在未接触锡膏前就被“空中释放”。
解决方案
富士贴片机的解决方案以多功能模组化平台为核心,通过灵活配置不同类型的高性能工作头来应对多样化需求。
这一平台的基础是极高的刚性机械结构和精密的运动控制,为实现±25μm(Cpk≥1.00)的高贴装精度提供了可能。其设计允许在同一生产线上无缝集成高速贴装模组与擅长处理异形元件的多功能模组,实现生产效率的最优化。
该平台的一大优势是其强大的扩展性与兼容性。例如,其新一代模组继承了与前代机型主要单元的高度互换性,用户现有的工作头、供料器等多种单元均可继续使用,保护了既有投资。
专用工作头
针对最棘手的异形元件,富士开发了多款专用工作头,其中H01V和RH01工作头是处理大型、难吸取元件的代表性工具。
这两款工作头的核心技术是经过强化的真空发生结构。它能够提供更大的气流,在吸嘴与元件接触面之间建立更强、更稳定的真空环境。
这使得它们能够牢牢吸取因表面有锡球而严重漏气的中介层等元件,从而允许设备以更高的速度搬运这些元件,打破整个生产线的速度瓶颈。
根据富士官方数据,RH01工作头在处理最大200×150mm的元件时,仍能实现高达5,200 CPH的贴装速度。
低冲击贴装
稳定吸取只是第一步,将元件精准、无损地放置到电路板上更为关键。富士的 “低冲击贴装”技术为此提供了保障。
这项技术包含两个核心部分:智能感知与机械缓冲。设备通过激光传感器实时检测电路板的翘曲变形量,并自动补偿贴装高度,确保每次贴装都处于理想距离。
在贴装瞬间,采用特殊 “two piece”结构的低冲击吸嘴发挥作用。这种结构能有效吸收接触时产生的冲击力,将贴装载荷最低控制在50gf(约0.49牛顿),同时无需降低吸嘴的下陷速度,保证了生产节拍。
对于需要特定压力的工艺(如连接器的压入贴合),系统还具备带校正台的压力控制功能,可预先校准并精确施加指定大小的载荷,满足多样化的工艺要求。
应用效益
综合来看,采用富士多功能模组与专用工作头解决方案,能为电子制造商带来多方面的显著效益。
最直接的提升是生产效率。通过稳定高速处理传统意义上的瓶颈元件,减少设备等待和调试时间,整体产线节拍得以优化,单位面积生产率表现突出。
其次是品质与可靠性的提升。高精度、可控制的贴装过程极大降低了因冲击、偏移导致的不良率,保障了最终产品的可靠性,这对于汽车电子、高端通信设备等领域至关重要。
最后是无与伦比的产线灵活性与投资保护。模组化设计允许用户根据产品变化快速调整产能配置,高度的前后代兼容性则确保了设备长期的生命周期和投资回报率。
富士通过将刚性平台、模块化理念与尖端的工作头技术相结合,不仅解决了今天大型异形元件的贴装难题,也为应对未来电子组件日益复杂的集成化趋势做好了准备。


扫一扫,关注我们